共计 1300 个字符,预计需要花费 4 分钟才能阅读完成。
锁模力的计算,对注塑人员和模具设计工程师来说,是必须要掌握的。它是指在注塑成型过程中,防止模具被撑开的注塑机参数。对产品的注塑质量,试模调试以及模具的寿命都有最直接的影响。过大会导致设备过载,对注塑机造成损耗,过小则引起模具被撑开而导致产品飞边。
锁模力(T)= 投影面积(cm²) × 模腔压力(kg/cm²) × 安全系数(K)
- 投影面积:产品和流道在分型面上的垂直投影面积总和。
- 模腔压力:与材料流动性、壁厚、流长比(流程/壁厚)等因素相关。
- 安全系数:通常取1.1~1.5,以应对工艺波动
2、计算方法
2-1. 确定投影面积
- 简单形状:直接计算长×宽(如矩形、圆形)。
- 复杂形状:分解为简单几何体后累加,或通过模具设计软件测量。
示例1:
某矩形制品长20cm、宽15cm,流道投影面积3cm²。
投影面积 = 20×15 + 3 = 303cm²
2-2. 确定模腔压力
模腔压力与材料类型、壁厚及流长比相关:
- 经验值:常用塑料模腔压力范围如下:
- 低粘度材料(如PE、PP):200~400 kg/cm²
- 中等粘度材料(如ABS、POM):400~600 kg/cm²
- 高粘度材料(如PC、PA):600~1000 kg/cm²
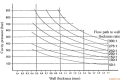
- 流长比修正:若流长比(流程/壁厚)较大,需通过查表或曲线图调整压力

示例2:
某PC材质圆形灯座,外径220mm(半径11cm),流长比105:1(流程200mm/壁厚1.9mm)。
- 查表得基础模腔压力为160 bar(160 kg/cm²);
- PC的粘度系数=1.9(高粘度材料);
修正后模腔压力 = 160 × 1.9 = 304 kg/cm²
2-3. 应用安全系数
根据工艺稳定性需求选择安全系数:
- 一般情况:取1.1~1.3;
- 复杂模具或高精度要求:取1.3~1.5
2-4.验证锁模力
在实际工作中,锁模力计算合不合适,在试模的时候,就可以看出来,如果出现飞边或者模具被撑开的问题,就需要把锁模力调大了
3-1 产品数据的调整
Moldflow里最大锁模力,是由注射压力和零件投影面积的综合计算的结果。投影面积是产品投影到 XY 平面的面积之和。要精准计算出锁模力,必须以沿 Z 轴方向施加锁模力的方式来定位模型,如下图所示。因此导入产品3D数据时,要将产品放置在XY平面,脱模方向设置Z方向。

3-2锁模力计算
让模具保持闭合情况的最大压力,是通过型腔的投影面积上的全部压力来计算的,投影面积的计算看图

锁模力=P1*A1+P2*A2….Pn*An
P为每段的平均压力,A为每小段的面积。
3-3 锁模力预测过高的情况。
如果产品有倒扣面,可能会导致计算出的锁模力过高,因为倒扣的位置会多增加锁模力的投影面积区域,这些位置分析日志里面会显示两个表面投影,这样就重复计算了锁模力。
那么就应该在划分网格的时候,把倒扣部分的网格属性设置为不包括锁模力的计算。








 透彻理解卡方检验 - 汽车质量管理笔记
[…] 化简后的式子是我们在卡方检验中需要用到的式子,所以请大家牢记!对于上述式子有疑惑的读者可以学习基础的概率论,也可以参考我之前写的一篇关于独立的文章(《【直观数学】如何理解两事件间的独立关系》)。如果没有问题的话,我们可以进入到卡方检验原理与步骤的主体介绍部分! […]
透彻理解卡方检验 - 汽车质量管理笔记
[…] 化简后的式子是我们在卡方检验中需要用到的式子,所以请大家牢记!对于上述式子有疑惑的读者可以学习基础的概率论,也可以参考我之前写的一篇关于独立的文章(《【直观数学】如何理解两事件间的独立关系》)。如果没有问题的话,我们可以进入到卡方检验原理与步骤的主体介绍部分! […]
 infinite cui
需求VDA6.3 表格,谢谢
infinite cui
需求VDA6.3 表格,谢谢
 大师兄
说的挺有道理的,从现实看到的大部分情况,做技术的人都比较直,对技术的一丝不苟,容易在遇到需要展现管理能力的时候,就会表现出短板来。管理需要授权,更多应该思考团队、部门间,人员发展,对未来的变化做出应对等的能力。
大师兄
说的挺有道理的,从现实看到的大部分情况,做技术的人都比较直,对技术的一丝不苟,容易在遇到需要展现管理能力的时候,就会表现出短板来。管理需要授权,更多应该思考团队、部门间,人员发展,对未来的变化做出应对等的能力。
 john
如何获得这个PPT文件
john
如何获得这个PPT文件